")
Como o próprio nome já diz, Ensaios Não Destrutivos (END) são técnicas utilizadas na inspeção de materiais e equipamentos sem destruir ou danifica-los, sendo executadas nas etapas de fabricação, construção, montagem e manutenção.
Os Ensaios Não Destrutivos estão entre as principais ferramentas do controle da qualidade e monitoramento de materiais e componentes e são amplamente utilizados nos mais variados setores industriais, entre eles petróleo/petroquímico, químico, aeroespacial, siderúrgico, naval, eletromecânico e de papel e celulose, alimentício, etc.
Os Ensaios Não Destrutivos contribuem para o monitoramento da qualidade dos bens e serviços, redução de custo, preservação da vida e do meio ambiente, sendo fator de competitividade para as empresas que os utilizam. Além de ser uma peça fundamental guiar estudos que tem como objetivo principal a elevação dos índices de confiabilidade dos equipamentos industriais.
Os Ensaios Não Destrutivos incluem métodos capazes de proporcionar informações a respeito do teor de defeitos de um determinado produto, das características tecnológicas de um material, ou ainda, da monitoração da degradação em serviço de componentes, equipamentos e estruturas.
Vantagens dos Ensaios Não Destrutivos:
- Permitem inspecionar 100% de um componente;
- Fornecem resultados relativamente a todo o volume de uma peça;
- Contribuem para melhorar o projeto de uma peça;
- Previnem a ocorrência de falhas em serviço;
- Permitem a detecção e caracterização de defeitos;
- Permitem fazer a caracterização de materiais;
- Permitem fazer a sua caracterização metrológica por verificação das dimensões.
A classificação dos ensaios não destrutivos pode ser feita segundo vários critérios, isto é, em função da sua aplicação, dos princípios físicos e da sua capacidade de detecção.
- Detecção de defeitos;
- Caracterização de materiais;
- Metrologia – fazem a verificação das dimensões
Também são utilizados para determinar características, propriedades (ensaios físico – químicos), dimensões (ensaios metrológicos) ou comportamento de peças ou equipamentos (ensaios funcionais).
Para obter resultados satisfatórios e válidos, os seguintes itens devem ser considerados como elementos fundamentais para os ensaios:
– Pessoal treinado, qualificado e certificado
– Equipamentos calibrados
– Procedimentos de execução de ensaios qualificados com base em normas e critérios de aceitação previamente definidos e estabelecido.
Além do uso industrial, tem crescido significativamente a aplicação dos END para a conservação de obras de arte, assim como na agropecuária – controle da camada de gordura de bovinos e suínos – e a própria utilização, largamente difundida, na medicina.
Comparativamente, podemos afirmar que o “controle da qualidade” que o médico faz de um corpo humano, na avaliação da saúde ou da patologia de um paciente, é o mesmo aplicado na indústria, só que para materiais e produtos.
As principais técnicas de Ensaios Não Destrutivos (END) são:
- Emissão Acústica
- Radiografia, Radioscopia e Gamagrafia
- Ensaio Visual
- Estanqueidade
- Líquido Penetrante
- Partículas Magnéticas
- Ultrassom
Como Aplicar Ensaios Não Destrutivos na Manutenção Industrial
A aplicação de Ensaios Não Destrutivos na manutenção industrial é grosseiramente representada e mal compreendida. Costuma-se dizer que a aplicação desta tecnologia é cara não dá qualquer retorno tangível ou pelo menos não dá retornos proporcionais ao investimento feito. Os fatos, no entanto, são exatamente opostos a essa noção e pensamento.
De fato, os Ensaios Não Destrutivos, quando aplicado adequadamente, proporcionam grandes retornos por meio da economia de tempo, reduzindo as taxas de falhas dos equipamentos, assertividade em diagnósticos e aumento da qualidade geral da confiabilidade dos equipamentos industriais, proporcionando uma extensão da vida útil através da manutenção preventiva e poupando paradas desnecessárias.
Através das inspeções, uma indústria conseguirá ter informações valiosas sobre a condição em que seus ativos estão operando, sendo assim, as paradas para manutenção podem ser planejadas e programadas para os momentos mais oportunos possíveis, reduzindo custos e poupando gastos desnecessários.
Portanto, mesmo a partir de um ponto de vista puramente financeiro, os Ensaios Não Destrutivos são de extrema importância para o planejamento industrial. As considerações adicionais sobre o papel dos Ensaios Não Destrutivos em segurança, falhas e conseqüente prevenção de acidentes não deixam dúvida alguma sobre seu valor e a necessidade. É este ponto que precisa ser plenamente apreciado pelos gerentes industriais e tomadores de decisão em todos os níveis.
A gerência deve entender de forma bastante simples que seus equipamentos só podem sobreviver durante o processo de produção se tiverem operando sob uma ótima política de manutenção, que resulte na elevação dos índices de Confiabilidade e Disponibilidade.
Emissão Acústica
Emissão Acústica é uma das técnicas de Ensaios Não Destrutivos, de grande utilidade na detecção de defeitos ativos internos em materiais e equipamentos, detectando falhas e defeitos através da alteração das frequências ultrassônicas ou ondas sonoras.

Sinais acústicos, gerados no interior de equipamentos em operação ou quando submetido a esforços programados, trazem informações importantes sobre a integridade destes equipamentos. Estes sinais são geralmente associados à presença de defeitos internos ou às características próprias do funcionamento dos equipamentos e seus componentes. É um método indicado para o estudo do comportamento dinâmico de defeitos presentes em componentes estruturais mecânicos. É uma técnica passiva receptiva de análise de pulsos ultrassônicos emitidos por um defeito no momento de sua ocorrência ou propagação.
Dentre as vantagens que apresenta em relação às demais técnicas existentes podem-se destacar: facilidade de aplicação; baixo custo; possibilidade de realização dos ensaios com o equipamento em operação, eliminando a necessidade de interrupções do seu funcionamento; detecção e análise de defeitos em tempo real; relativa imunidade a ruídos eletromagnéticos; possibilidade de localização tridimensional de defeitos.

- Vazamentos de Ar-Comprimido;
- Vazamentos de Vapor;
- Descargas Elétrica;
- Falhas em Isoladores;
- Etc.
Radiografia, Radiocospia e Gamafria
A radiografia industrial é um método de ensaio não destrutivo, baseado na utilização de radiações penetrantes, o qual continua a ser um dos métodos de maior aplicação e de uso mais generalizado.
A técnica operatória, quando corretamente aplicada, origina informações claras, objectivas e fiáveis, através de um “documento” – a radiografia. Este documento pode ser arquivado e posteriormente consultado, quer com o objectivo de acompanhar um defeito conhecido e estudar a sua evolução e comportamento em serviço, quer como contraprova para análise de eventuais colapsos ou falhas.
A utilização das radiações X ou gama (também genericamente designadas por radiações ionizantes) devem ser objecto de cuidados especiais pois podem causar danos aos seres vivos que a estas estejam expostos. Assim, os radiologistas devem conhecer e aplicar com rigor as normas de segurança estabelecidas.
A radiografia é um método de inspecção de peças por “transparência”, baseado na absorção desigual das radiações ionizantes. As radiações, ao atravessarem uma dada espessura do material, sofrem uma maior absorção do que ao atravessarem uma menor espessura do mesmo material. Logo, a intensidade da radiação emergente varia em função da espessura atravessada.
O registo destas variações de intensidade, feito habitualmente em filme, fornece um meio de inspecção interna da matéria e das suas descontinuidades.
A imagem latente, produzida no filme, fornece, após processamento, um cliché (imagem em negativo). As espessuras menores e as de material menos denso originam zonas mais escuras no filme.
Devido às propriedades de penetração e absorção da radiação X e gama, a radiografia é usada para examinar diversos produtos, geralmente em processos de soldagem e peças de fundição.
- Vantagens da Radiografia
- Pode ser usada na maior parte dos materiais;
- Permite uma imagem em registo permanente;
- Inspeciona o interior dos materiais;
- Revela os erros da fabricação;
- Evidencia descontinuidades estruturais.
Limitações da Radiografia
- Difícil aplicação em objeto de geometria complexa;
- Necessidade de acesso às duas faces do objecto;
- Difícil ou impossível a detecção de defeitos lamelares paralelos ao filme;
- É um método relativamente caro;
É necessário utilizar procedimentos de segurança. Como as radiações não podem ser detectadas por qualquer um dos nossos cinco sentidos, exigem-se rigorosas medidas de segurança. As radiações podem causar danos ou mesmo destruição das células do corpo humano. É essencial que os técnicos de radiografia tenham sempre em atenção o perigo da radiação e o conhecimento das regras de segurança. Terão de ser usados detectores de radiações.
O exame radiográfico normalmente requer:
- A exposição de um filme para registar os raios X ou gama que penetram no objecto;
- Revelação do filme exposto;
- Interpretação da radiografia obtida.
Ensaio Visual
A inspeção visual é um método de ensaio não destrutivo que se usa quer isoladamente, rejeitando, logo, a peça sem necessidade de ensaios posteriores quer em conjunto com outros métodos de ensaio não destrutivo.
Em soldagens, o exame por inspeção visual é aplicado com frequência na detecção de defeitos, tais como:
- Bordos queimados;
- Sobrespessura dos cordões;
- Forma das estrias de solidificação (relacionada com a velocidade de execução dos cordões);
- Defeitos superficiais (como por exemplo, crateras);
- Falta de penetração.
A inspeção visual baseia-se no seguinte princípio:
A peça, a inspecionar, é iluminada com uma fonte de luz e, de seguida, examinada pelo inspetor. Trata-se de um ensaio, no qual a preparação do inspetor que o realiza é essencial para que os resultados obtidos sejam fiáveis. Sem dúvida, trata-se de um ensaio não destrutivo que deverá preceder qualquer outro, na medida em que, assim, se permitirá tirar e verificar dúvidas de interpretação de resultados.

Existem dois tipos de inspeção visual: Inspeção visual Direta e Indireta.
Inspeção Visual Direta:
Resulta da observação direta, a qual pode utilizar, ou não, equipamentos auxiliares como lupas e microscópios.
Inspeção Visual Indireta:
Resulta da aplicação de técnicas de visão artificial como meio auxiliar. Os requisitos fundamentais para a obtenção de bons resultados, com este tipo de inspeção, são a limpeza e a iluminação da peça a examinar.
Os ensaios não destrutivos são utilizados para determinar características, propriedades, dimensões de peças ou equipamentos. Este tipo de ensaios tem vantagens e desvantagens relativamente aos ensaios destrutivos e podem ser classificados em função da aplicação, dos princípios físicos associados e da capacidade de detecção de defeitos.
A inspeção visual é o método base dos ensaios não destrutivos. Este método pode ser utilizado isoladamente ou em conjunto com outros métodos. A inspeção visual pode ser realizada com o auxílio de equipamentos, tais como, microscópios, telescópios, entre outros.
Estanqueidade
O ensaio de estanqueidade é uma técnica de inspeção não destrutiva que permite não só localizar o vazamento de um fluído, seja ele líquido ou gasoso, como também medir a quantidade de material vazando, tanto em sistemas que operam com pressão positiva ou que trabalham com vácuo.
Os vazamentos ocorrem nas descontinuidades presentes em juntas soldadas, brasadas, coladas, rosqueadas, encaixadas ou seladas por pressão, bem como em flanges, tampas, válvulas, selos de vedação, conexões, etc.

Este método é aplicado em larga escala em vários tipos de equipamentos e sua finalidade é detectar descontinuidades passantes, ou seja, que podem gerar um vazamento de líquidos ou gases de um recipiente. A detecção de descontinuidades passantes pode ser feita através de diversas técnicas como: Técnica da bolha, Ultrassom, Variação de pressão, Detecção de gás rastreador. A utilização da técnica depende principalmente do tipo de equipamento que se pretende ensaiar e do tipo de vazamento (taxa de vazamento).
Esse método é aplicado em trocadores de calor, tubulações, vasos de pressão, reservatórios, etc.
Líquido Penetrante
O ensaio por Líquidos Penetrantes é considerado um dos melhores métodos de teste para detectar descontinuidades superficiais de materiais isentos de porosidade, como: metais ferrosos e não ferrosos, alumínio, ligas metálicas, cerâmicas, vidros, certos tipos de plásticos ou materiais organo-sintéticos. Líquidos penetrantes também são utilizados para a detecção de vazamentos em tubos, tanques, soldas e componentes.
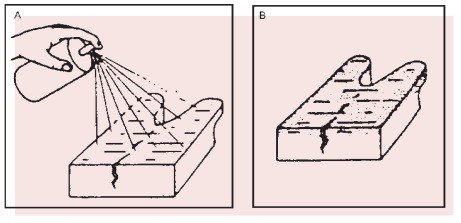
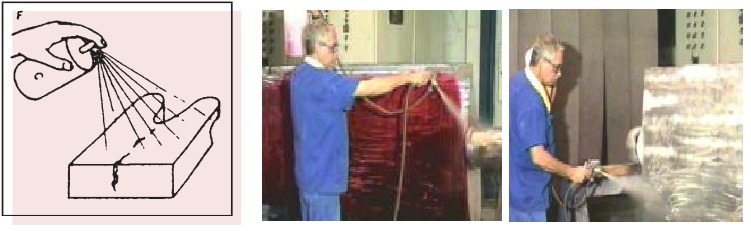
O líquido penetrante é aplicado com pincel, pistola, com lata de aerossol ou mesmo por imersão da peça no tanque contendo o líquido, aguarda-se um certo tempo para que ocorra a penetração. Este método está baseado no fenômeno da capilaridade, que é o poder de penetração de um líquido em áreas extremamente pequenas devido a sua baixa tensão superficial. O poder de penetração é uma característica muito importante uma vez que a sensibilidade do ensaio é extremamente dependente do mesmo.

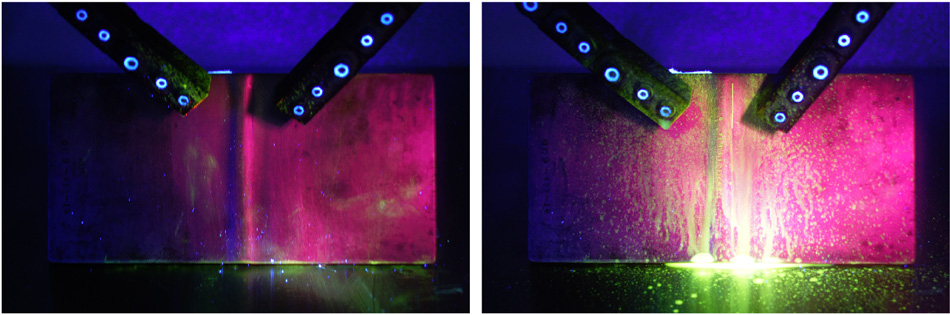
Efetua-se a remoção deste penetrante da superfície por meio de lavagem com água ou remoção com solventes.
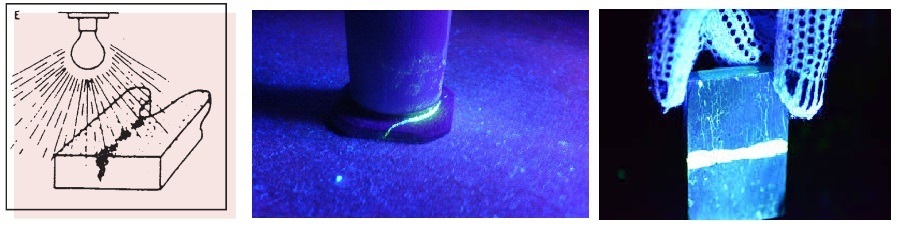
A aplicação de um revelador (pó branco) irá mostrar a localização para deteccao de trincas superficiais e descontinuidades com precisão e grande simplicidade, embora suas dimensões sejam ligeiramente ampliadas.
.jpg)
Descontinuidades em materiais fundidos tais como gota fria, trinca de tensão provocada por processos de têmpera ou revenimento, descontinuidades de fabricação ou de processo tais como trincas, costuras, dupla laminação, sobreposição de material. Trincas em soldagem e trincas provocadas pela usinagem, fadiga do material ou mesmo corrosão sob tensão, também podem ser facilmente detectadas pelo método de Líquido Penetrante. ensaios não destrutivos
Passo a Passo do Ensaio com Líquido Penetrante
1º – Preparação da superfície.
As superfícies a inspecionar devem estar completamente limpas e secas, porque o estado da superfície influencia a ação de entrada e saída do penetrante. É necessário remover qualquer resquício de água, óleo, graxa, tinta, limalhas de ferro, ferrugem e todo material que possa interferir ou mascarar o resultado.
A remoção deve ser feita através de escovas de aço, lixas, limpezas com solventes, desengraxantes e etc.

2º – Aplicação do penetrante.
O líquido penetrante é aplicado de modo a formar, sobre a superfície a inspecionar, um filme contínuo que se estende para além da área a inspecionar. Este deve permanecer o tempo suficiente para permitir a atuação do penetrante.
O penetrante deve permanecer em contato com a peça tempo suficiente para ocorrer a penetração, esse tempo é de no mínimo 10 minutos e no máximo de 1 hora.
3º- Remoção do excesso de penetrante.
Esta fase tem por fim a remoção do excesso de líquido que não penetrou nas fendas e permaneceu na superfície da peça. A remoção do excesso deve ser feita de forma cuidadosa.

4º – Aplicação do revelador/revelação.
Consiste na aplicação de um filme uniforme revelador sobre a superfície. O revelador é um fino pó branco, muito parecido com o talco, podendo ser aplicado seco ou em suspensão. O revelador age absorvendo o penetrante e revelando as descontinuidades (trincas). A função do revelador consiste em melhorar a visibilidade das indicações dadas pelo penetrante.

5º – Inspecção e interpretação.
A operação de inspeção constitui uma das fases mais importantes na aplicação do método pois a detecção e caracterização das descontinuidades dependerá do operador e da iluminação utilizada.
6º – Limpeza final.
Após a operação de inspeção, é necessário proceder à limpeza das peças porque os resíduos dos materiais utilizados podem ter efeitos nocivos quer em operações posteriores de reparação quer no comportamento em serviço das peças.
Partículas Magnéticas
O ensaio por partículas magnéticas consiste em submeter uma peça, ou parte dela, a um campo magnético. Na região magnetizada da peça, as descontinuidades existentes, ou seja, a falta de continuidade das propriedades magnéticas do material, irão causar um campo de fuga do fluxo magnético. A aplicação das partículas ferromagnéticas provoca a aglomeração destas nos campos de fuga, uma vez que serão por eles atraídas devido ao surgimento de pólos magnéticos. A aglomeração indicará o contorno do campo de fuga, fornecendo a visualização do formato e da extensão da descontinuidade.
O ensaio por partículas magnéticas é utilizado na localização de descontinuidades superficiais e sub- superficiais em materiais ferromagnéticos. Pode ser aplicado tanto em peças acabadas quanto em semi-acabadas e durante as etapas de fabricação.
Os materiais ideais para inspeção por partículas magnéticas são os ferromagnéticos, que são materiais levemente atraídos por um ímã. Exemplos de materiais ferromagnéticos são o ferro, o cobalto e quase todos os tipos de aço.
No ensaio por partículas magnéticas, quando se aplica um pó ferromagnético junto a um campo de fuga, as partículas se acumulam em todo o contorno do campo, devido à formação de um dipolo magnético; assim, pode- se dizer que o ensaio por partículas magnéticas é um detector de campos de fuga, que são revelados pela presença do acúmulo de partículas.
Na prática, para ocorrer um campo de fuga adequado na região das descontinuidades, a intensidade de campo deve atingir valores adequados e as linhas de força devem ser o mais perpendiculares possível ao plano formado pelos contornos da descontinuidade, caso contrário o acúmulo das partículas não será nítido e a detecção não será possível.
As partículas magnéticas ou pós magnéticos são os elementos que permitem visualizar as indicações referentes às descontinuidades. Embora o nome indique magnéticas, na realidade elas são magnetizáveis pois, se forem aplicadas sobre uma peça ferromagnética na ausência de um campo magnético, não haverá retenção.
As partículas magnéticas podem ser encontradas na forma de pó, em pasta ou dispersas em líquido. Em todos os casos, as partículas são constituídas de um pó ferromagnético de dimensões, forma, densidades e cor adequados ao exame.
O meio no qual a partícula é aplicada denomina-se via ou veículo. A via pode ser seca ou úmida.

Ultrassom
Os sons produzidos em um ambiente qualquer refletem-se ou reverberam nas paredes que constituem o ambiente, podendo ainda ser transmitidos a outros ambientes. Este fenômeno constitui o fundamento do ensaio por ultrassom de materiais.
Assim como uma onda sonora reflete ao incidir num anteparo qualquer, a vibração ou onda ultrassônica também reflete quando percorre um meio elástico; do mesmo modo, a vibração ou onda ultrassônica refletirá ao incidir numa descontinuidade ou falha interna de um meio considerado. Através de aparelhos especiais, é possível detectar as reflexões provenientes do interior da peça examinada, localizando e interpretando as descontinuidades.

O teste ultrassônico de materiais é feito com o uso de ondas mecânicas ou acústicas colocadas no meio em inspeção, ao contrário da técnica radiográfica, que usa ondas eletromagnéticas. O ensaio por ultrassom caracteriza-se por ser um método não destrutivo com o objetivo de detectar descontinuidades internas, presentes nos mais variados tipos ou formas de materiais ferrosos ou não ferrosos.
As descontinuidades são caracterizadas pelo próprio processo de fabricação da peça ou por componentes, como por exemplo, bolhas de gás em fundidos, dupla laminação em laminados, micro-trincas em forjados, escórias em uniões soldadas e muitos outros. Portanto, o exame ultrassônico, assim como todo exame não destrutivo, visa a diminuir o grau de incerteza na utilização de materiais ou peças de responsabilidade.
O ensaio por ultrassom constitui uma ferramenta indispensável para garantia da qualidade de peças de grandes espessuras, com geometria complexa de juntas soldadas e chapas. É aplicado na indústria moderna, principalmente nas áreas de caldeiraria e estruturas marítimas. Na maioria dos casos, os ensaios são aplicados em aços carbono e em menor porcentagem nos aços inoxidáveis. ensaios não destrutivos
Vantagens do Ultrassom
O método ultrassônico possui alta sensibilidade na detectabilidade de pequenas descontinuidades internas, como trincas devido a tratamento térmico, fissuras e outros de difícil detecção por ensaio de radiações penetrantes (radiografia ou gamagrafia).
Para interpretação das indicações, o ensaio por ultrassom dispensa processos intermediários, agilizando a inspeção. No caso de radiografia ou gamagrafia, existe a necessidade do processo de revelação do filme, que via de regra demanda tempo para o informe de resultados.
Ao contrário dos ensaios por radiações penetrantes, o ensaio por ultrassom não requer planos especiais de segurança ou quaisquer acessórios para sua aplicação.
A localização, a avaliação do tamanho e a interpretação das descontinuidades encontradas são fatores intrínsecos ao exame ultrassônico, enquanto que outros exames não definem tais fatores. Por exemplo, um defeito mostrado num filme radiográfico define o tamanho do defeito mas não sua profundidade e em muitos casos este é um fator importante para proceder a um reparo.
Desvantagens do Ultrassom
O ensaio por ultrassom apresenta algumas desvantagens, como a exigência de grande conhecimento teórico e experiência por parte do inspetor, além do preparo da superfície; o registro permanente do teste não é facilmente obtido; faixas de espessuras muito finas constituem uma dificuldade para aplicação do método; em alguns casos de inspeção de solda existe a necessidade da remoção total do reforço da solda, o que demanda tempo de fábrica.
O ensaio por ultrassom de materiais com ondas superficiais é aplicado com severas restrições, pois somente são observados defeitos de superfície; para detectar este tipo de descontinuidade, existem ensaios não destrutivos mais simples, como os ensaios por líquidos penetrantes e por partículas magnéticas, que em geral são de custo e complexidade inferiores aos do ensaio por ultrassom. ensaios não destrutivos
Equipamento de Ultrassom
Basicamente, o aparelho de ultrassom contém circuitos eletrônicos especiais, que permitem transmitir ao cristal píezelétrico, através do cabo coaxial, uma série de pulsos elétricos controlados, que são transformados pelo cristal em ondas ultrassônicas. Da mesma forma, sinais captados no cristal são mostrados na tela do tubo de raios catódicos em forma de pulsos luminosos denominados ecos, que podem ser regulados tanto na amplitude quanto na posição na tela graduada. Os ecos constituem o registro das descontinuidades encontradas no interior do material. ensaios não destrutivos

Em geral, os fabricantes oferecem vários modelos de aparelhos com maiores ou menores recursos técnicos; entretanto, alguns controles e funções básicas devem existir para que sua utilização seja possível. Esses controles são referentes a escolha da função, potência de emissão, ganho, escala e velocidade de propagação.
Todo aparelho possui entradas de conectores dos tipos BNC (aparelhos de procedência norte-americana) ou Lemo (aparelhos de procedência alemã), para permitir transdutores dos tipos monocristal e duplo-cristal. ensaios não destrutivos
A potência de emissão está diretamente relacionada à amplitude de oscilação do cristal ou tamanho do sinal transmitido. Em geral os aparelhos apresentam níveis de potência controláveis por uma chave seletora com posições em número de 2 até 5. ensaios não destrutivos
O ganho está relacionado com a amplitude do sinal na tela ou amplificação do sinal recebido pelo cristal. Os aparelhos apresentam um ajuste fino e um grosseiro, calibrados em decibéis, num mesmo botão de controle ou separadamente.
O operador deverá fazer a calibração dos instrumentos e acessórios nas situações em que haja trocas de transdutores no decorrer de inspeção, quando o aparelho for desligado, ou quando ficar ligado durante 90 minutos e quando houver troca de operadores.
Os ajustes de ganho, de energia e do supressor de ruídos são efetuados com base em procedimentos específicos; entretanto, a calibração da escala pode ser feita previamente, independente de outros fatores. A calibração da escala é feita mediante a utilização de blocos especiais denominados blocos-padrão, em que todas as dimensões e formas são conhecidas e calibradas; os blocos-padrão permitem ajustar os controles concomitantemente, até que os ecos de reflexão, correspondentes ao caminho do som no bloco-padrão, permaneçam em posições definidas na tela do aparelho.
A inspeção de solda por ultrassom se reveste de grande importância na verificação industrial de materiais, uma vez que é uma ferramenta indispensável para o controle da qualidade do produto final. A inspeção é importante principalmente em juntas soldadas como as juntas de conexões (“groove welds”) ou mesmo juntas de topo com grandes espessuras, pois a radiografia industrial não consegue boa sensibilidade de imagem.
Os procedimentos para inspeção de solda descritos pelas normas ou códigos de fabricação variam em função dos ajustes de sensibilidade do ensaio, dimensionamento das indicações, critérios de aceitação das descontinuidades encontradas e outras particularidades técnicas. O inspetor deve consultar o procedimento aprovado de sua empresa para o ensaio específico, ou na falta deste, elaborar um procedimento segundo a norma aplicável ao produto a ser ensaiado. ensaios não destrutivos
Resultados do Ultrassom
O julgamento da descontinuidade encontrada deve ser feito de acordo com procedimento escrito, norma aplicável, especificação do cliente, ou documento da Qualidade. As descontinuidades são julgadas pelo seu comprimento e pela amplitude do eco de reflexão, que são quantidades mensuráveis pelo inspetor de ultrassom. Entretanto algumas normas estabelecem que o tipo de descontinuidade encontrada também deve ser avaliado pois é decisivo na aceitação ou rejeição da junta soldada. Por exemplo, se o inspetor interpretou uma indicação como trinca, falta de fusão ou falta de penetração, a junta soldada deve ser rejeitada, de acordo com o Código ASME Sec.VIII Div.1 UW-53, Ed.95. independente do comprimento ou da amplitude de eco na tela do aparelho. No entanto, nem sempre é fácil ou possível avaliar a identificação do tipo de descontinuidade; isso depende da complexidade da junta, da experiência e do conhecimento do inspetor. ensaios não destrutivos
Baixe Grátis!
https://engeteles.com.br/indicadoresdemanutencao
https://engeteles.com.br/planilhaoee/