")
Uma tarefa de fundamental importância para quem deseja ser um profissional atuante em Manutenção Centrada em Confiabilidade é a Análise de Falhas.
O processo de Análise de Falhas consiste em analisar a ocorrência de um determinado problema, sua severidade e encontrar a sua causa raiz. Ou seja, a causa cabal que levou a incidência de tal falha.
Há uma variedade de métodos de análise de falhas e solução de problemas usados ??para analisar falhas de máquinas e equipamentos. Os diferentes métodos são descritos e comparados para que os profissionais de manutenção e confiabilidade possam selecionar a ferramenta correta de análise de falhas e propor uma solução com maior eficiência e menor custo.
Cada ferramenta funcionará melhor em uma determinada condição. Portanto, o profissional por trás da análise de falhas deve saber como selecionar essas ferramentas e como combina-las para chegar em uma conclusão técnicamente satisfatória e a partir daí, tomar uma ação.
As ações corretivas e preventivas tomadas com base na Análise de Falhas devem responder três perguntas:
- Como essa ação corrige o efeito (consequência) da falha em questão?
- Como essa ação elimina a causa raiz da falha da falha em questão?
- Como essa ação facilita a detecção dessa falha em uma ocasião similar no futuro?
Sendo assim, apenas a escolha correta das ferramentas para análise da falhas proporcionará respostas assertivas para tais perguntas.
Artigos Complementares:
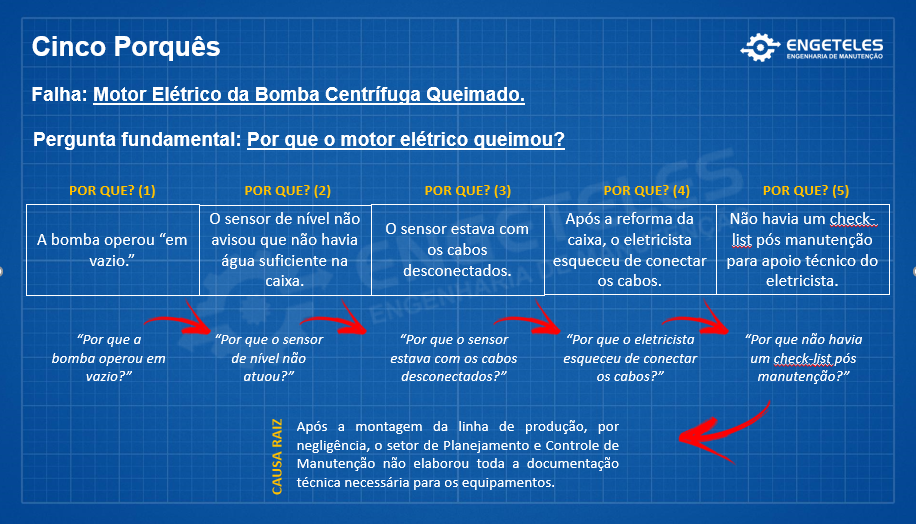
Cinco Porquês na Análise de Falhas
A metodologia dos Cinco porquês é usada para determinar a causa e os efeitos de uma falha específica. Ele pergunta por quê e a resposta forma a base para a próxima pergunta.
Você continuará perguntando o “por quê” até chegar a algo fundamental ou completamente fora de seu controle.
Em média, a causa para o problema é encontrada na resposta do quinto “por quê”. Mas isso não é uma regra, é importante que continue perguntando “por quê” até que se encontre uma causa raiz plasível para a falha em questão. Pode ser que se encontre essa causa no terceiro “por quê” ou no oitavo, por exemplo.
Nem todas as falhas têm uma causa raiz única. Para determinar causas adicionais, o questionamento deve ser repetido começando sempre com uma observação diferente.
Vantagens do uso dos Cinco Porquês
Não é necessário um grupo grande para concluir a análise. Geralmente, três ou quatro pessoas são suficientes.
Quando se trata de análise de falhas de componentes (rolamentos, retentores, componentes elétricos, etc.), essa ferramenta é uma ótima opção. O fato de os parâmetros de construção, manutenção e operação dos componentes estarem bem definidos pelo fabricante facilitam o processo de análise de falhas.
Por outro lado, a ferramenta não funciona tão bem para causas humanas e organizacionais.
O método é flexível e sem regras complexas, o que torna possível explorar melhor a elaboração das perguntas e obtenção das respostas.
O sucesso da aplicação da ferramenta dependerá diretamente do conhecimento técnico dos envolvidos e também da persistência e dedicação em encontrar a causa da falha.
Limitações dos Cinco Porquês
Esse método é baseado no conceito de que cada falha tem uma causa única. Se várias causas podem resultar na mesma falha ou uma combinação de causas é necessária para produzi-la, elas podem ser negligenciadas. E se tratando de máquinas e equipamentos, é raro que exista uma única causa para uma falha.
Quando múltiplos caminhos dos cinco porquês são utilizados, pode haver mais de uma resposta para alguns dos porquês e a análise acaba se tornando complexa. Uma maneira de resolver este problema é, em um mesmo relatório, combinar essa ferramenta com outras citadas abaixo.

Diagrama de Ishikawa / Espinha de Peixe
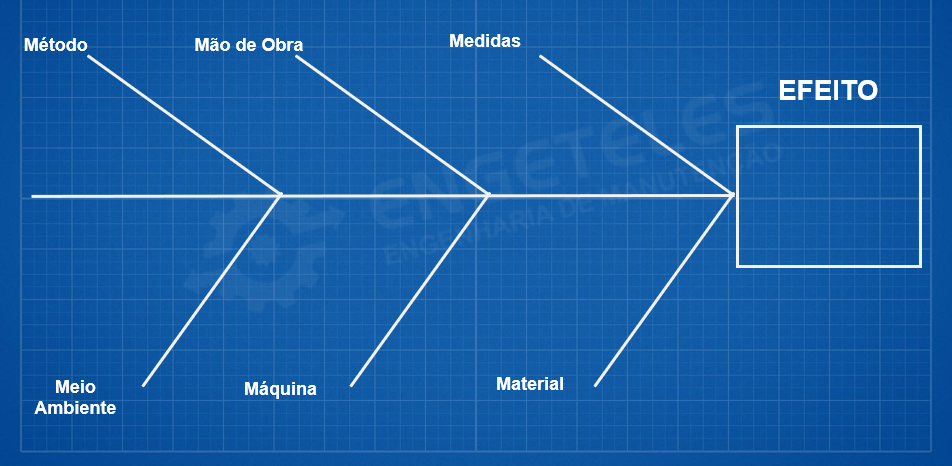
O diagrama de Ishikawa (também conhecido como “Espinha de Peixe”) é uma ferramenta gráfica usada para identificar possíveis causas raizes e qual categoria de variações no processo representa a maior fonte de variabilidade na saída.
Um diagrama de espinha de peixe completo inclui uma espinha central e ramos que se assemelham a um esqueleto de peixe. As ramificações são usadas para categorizar as causas, seja por seqüência ou função do processo. Em cada categoria, as causas potenciais são listadas e testadas para validade usando evidências ou outra ferramenta analítica.
Basicamente, são seis categorias de possíveis causas:
- Máquina;
- Mão de Obra;
- Medidas e Dados Quantitativos;
- Meio-Ambiente e Condições de Operação;
- Método;
- Material.
A ferramenta visa categorizar as possíveis falhas e quando o todo o diagrama estiver todo preenchido, é possível enxergar claramente o que é de fato ou não, uma possível causa raiz.
O preenchimento do Diagrama de Ishikawa começa sempre da direita para esqueda, onde é apontado qual o efeito da falha (consequência) e em seguida, as suas possíveis causas de acordo com a respectiva categoria.
Vantagens do Diagrama de Ishikawa
Um diagrama espinha de peixe é útil na medida em que mostra as relações entre as causas potenciais e seus efeitos, sendo ma boa maneira de envolver as pessoas na resolução de problemas.
A ferramenta mostra-se eficiente em processos de análise de falhas que envolvem poucas pessoas (2 ou três). É possível usa-la em busca de causas para falhas de p
Limitações do Diagrama de Ishikawa
Envolver várias pessoas em um diagrama de espinha de peixe pode limitar sua eficácia, porque incentiva uma abordagem divergente, onde a tentação de identificar e consertar tudo o que pode causar o problema é forte. Para que um diagrama de espinha de peixe seja bem sucedido, é necessário um sacrifício implacável de causas que não são suficientes, necessárias ou existentes para resultar no problema.
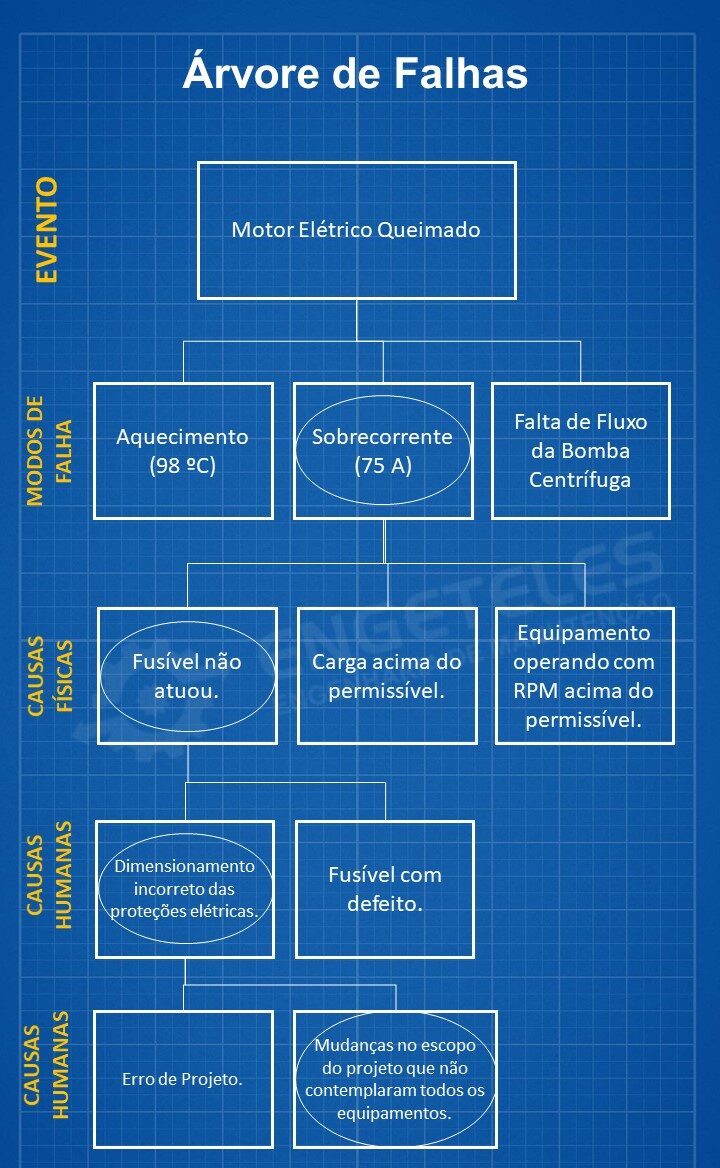
Árvore Lógica das Falhas
A árvore lógica das falhas é um processo para descobrir as raízes físicas, humanas e latentes de uma falha. Começa com uma declaração de problema descrevendo a falha. A descrição precisa das falhas funcionais é fundamental para o sucesso da construção da árvore lógica.
Falhas funcionais são aquelas onde o equipamento deixa de desempenhar a sua função no processo de produção. Por exemplo: Bomba Hidráulica deixou de bombear determinado fluído com a vazão requerida de projeto.
Com as falhas funcionais mapeadas, deve-se desenhar uma árvore lógica de acordo com os acontecimentos correlatos às falhas.
Falhas em componentes deverão descrever o efeito da falha no processo como um todo. Nesse caso, a análise começaria a partir de um modo de falha (sintoma).
A segunda etapa é a lista dos modos de falha logo abaixo da descrição da falha. Um erro comum é listar todos os possíveis modos de falha. O discernimento é necessário para listar os modos de falha que são relevantes para a falha. Uma hipótese para cada modo é feita e, em seguida, cada hipótese é testada usando a evidência. Se a evidência não puder suportar a hipótese, a hipótese não é usada.
Este processo é repetido até que as raízes físicas sejam alcançadas. Serão necessárias interações adicionais para chegar às raízes humanas e latentes.
Vantagens da Árvore de Falhas
A análise da árvore de falhas é muito boa em mostrar como um sistema é resistente às falhas simples ou múltiplas. Pode começar em um nível funcional ou de componente. A OSHA reconhece a análise de árvore de falhas como um método aceitável para análise de risco de processo em seu padrão de gerenciamento de segurança de processos industriais.
Limitações da Árvore de Falhas
As árvores de falhas exigem uma definição cuidadosa do problema. Dependendo da definição do problema, nem sempre encontram-se todas as falhas possíveis. Se o escopo do problema for muito grande, o processo fica atolado na análise de elementos não-conseqüenciais, e se torna uma abordagem de dispersão para tentar abordar raízes que não são causais para a falha.
O exemplo de árvore de falhas citado acima é de uma bomba que parou de bombear. A desmontagem da bomba revelou um eixo fraturado. A fratura por fadiga causando a falha da bomba começou em uma concentração de estresse. Esta foi a raiz física.
Investigações posteriores descobriram que o eixo da bomba foi feito a partir de um desenho técnico que não especificava raios em locais críticos. A omissão dos raios foi a das raízes humanas.
O desenho técnico do eixo da bomba foi feita como uma medida de corte de custos, para que os eixos da bomba pudessem ser feitos pelo fornecedor com um menor custo. O esforço para cortar custos foi uma das raízes organizacionais ou latentes.
Diagrama de Pareto
O Diagrama de Pareto (também chamado de Análise de Pareto) é uma metodologia usada para quantificar e conflitar as causas de um evento com o seu determinado efeito.
Usa-se o Diagrama de Pareto na manutenção para conflitar as causas de falhas com o número de paradas de um equipamento. Ou seja, é possível enxergar quais são as causas que mais impactam na disponibilidade e confiabilidade do equipamento.
O diagrama de Pareto é uma representação gráfica dos problemas do processo na ordem de classificação do mais freqüente ao o menos freqüente. Ele ilustra a frequência dos tipos de falha ou defeito.
Usando a análise de Pareto, você pode decidir qual é o evento que necessita de prioridade para ser solucionado.
O exemplo abaixo mostra o diagrama de Pareto aplicado para estratificar as causas de falhas em rolamentos em uma determinada indústria.
Nota-se que que o número total de ocorrências foi de 2455 falhas em rolamentos e que a causa de falha merece prioridade na resolução é a “Falta de Lubrificação”, que representa 40% das falhas, com 945 ocorrências.
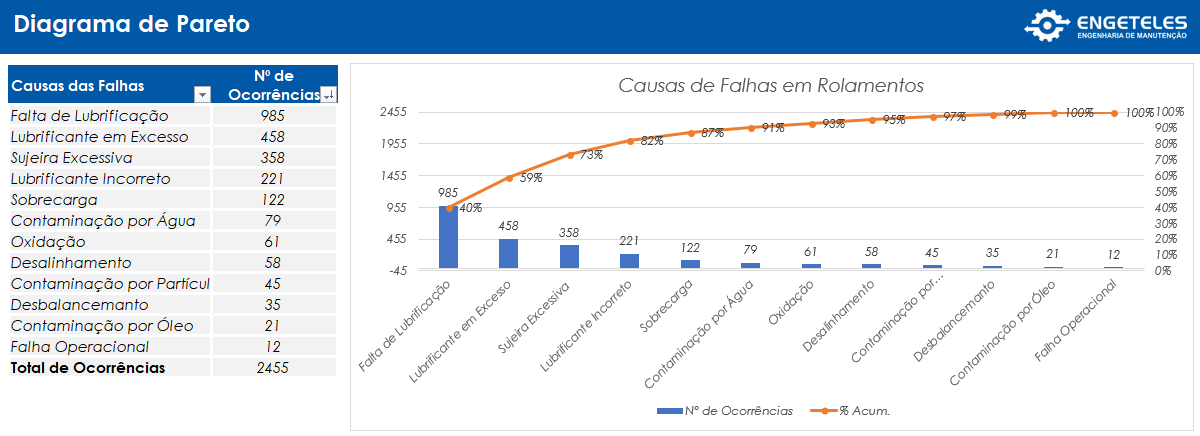
A regra básica subjacente ao princípio de Pareto é que, em quase todos os casos, 80% do total dos problemas incorridos são causados ??por 20% das causas do problema. Portanto, concentrando-se no principais problemas primeiro, é possível eliminar a maioria dos problemas.
Podemos aplicar a regra 80/20 a quase tudo:
- 80% das reclamações de clientes são provenientes de 20% dos seus produtos e serviços.
- 80% dos atrasos no cronograma resultam de 20% das possíveis causas dos atrasos.
- 20% dos seus produtos e serviços respondem por 80% do seu lucro.
- 20% da sua força de vendas produz 80% das receitas da sua empresa.
- 20% dos defeitos nos sistemas causam 80% dos seus problemas.
Artigo: Como elaborar um Diagrama de Pareto.